
這隻大傢伙很重,鏡主要改給哈蘇用,這位鏡主以前買過一隻 75-150mm 的 Beta Variogon,側面沒有距離表尺,那隻改起來才發現有嚴重問題,應該不是給相機用的。這隻原來就是給大相機用的,這隻應該改起來沒問題了吧。
不要看到 Bronica 就以為是日本製造的,這隻其實是德國造的,但是是否鏡片德國設計製造,日本製作機械部份則不確定。要改給相機用,建議買這個規格的。另外那種沒有對焦表尺的,只有一些數字,可能不能改 給相機用。
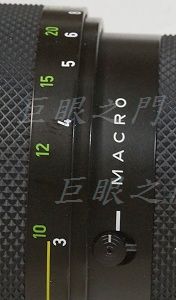
這個鈕在這個位置,變焦環只能轉到 70,如果撥到 MACRO 位置,變焦環就可以繼續轉到,成為微距功能。
但是這兩個黃區不知作用為何,反正放哪裡好像都可以轉動。

尾巴的外觀,有許多電子接點。
光學結構 13 群 15 片,括弧中的兩組鏡片變焦時不會移動。這隻的光學結構與哈蘇接環的 75-150 mm 那隻幾乎一樣,有人貼了兩者的結構圖,但是用肉眼根本無法分辨,只有外面的機械結構不一樣。
網路上說給哈蘇用的那隻 75-150 mm 像場是 80.6 mm ,而這隻給 Bronica ETR 用的像場應該是 69.6 mm,用在哈蘇上也許有暗角,但是在觀景窗內肉眼看不出來有暗角, 由底片面看,長焦端可能邊角失光會比較多,不過應該可以用啦。不過也滿奇怪的,難道這種鏡片規格還分的這麼細?不能共用嗎?即使 ETR 的像場比較小就可以了,理論上生產像場較小的鏡片比較便宜,因為不需要那麼大的面積都清楚,可是由剖面圖中看好像尺寸也無法分辨,況且這種鏡頭一年可以銷售多少,多開生產線生產只有差一點點的鏡頭真的划得來嗎。

尾巴護環周邊的螺絲拆開就可以把尾巴拆掉,但裡面有電線連著,要把接頭拔開。

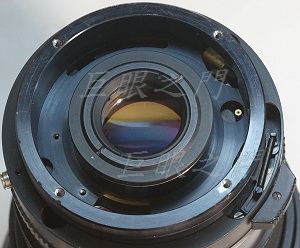
裡面的狀態,這隻鏡雖然很重,但接環只靠紅框中的四隻 2.5 mm 的螺絲固定。

四隻固定螺絲拆掉,尾巴接環就可以拆下。

箭頭指示的銅環應該是調整無限遠的。接環是由裡面向外鎖,拆的時候起子要由上方紅框中的孔洞伸進去拆下方紅框中的螺絲。

尾巴內部,拆到這樣尾巴就可以不要動了,改後面的接環部份就好。

先把這一截車到可以貼在鏡身尾巴,本來有銅環墊著,銅環取下後,整個會前移,會頂到,最上方要車掉一些,右方箭頭指示處也要車掉一些,車到整截可以貼住鏡身為止。

另外一面,這一面的邊緣也要車掉不少,車到貼在哈蘇機身可以對焦無限遠為止,可以多車 1 mm 左右的寬裕度。

做了一節鋁環,裡面要鎖在原來的尾座內,後面要鎖哈蘇的接環,這個零件要用很粗的鋁管來加工,很費時,所以用了兩節零件組合起來,用 AB 膠黏,四周再用四隻 2.0 的螺絲補強。

這是內部,紅框處銑掉一些是最後要穿過這個孔洞鎖接環螺絲用的。

這個零件要鎖在這一節裡面。

這是先放進去模擬一下,最後面接環鎖上後要能剛好對到無限遠。

這是原來尾巴的護環擋板,內緣的護環可以轉出來,擋板要把外徑車小。

這是拆下的護環,外面有些原來用於連動的機構,可是拆不下來,就留著吧。

原來的擋板上有許多電子接點穿過的孔洞,要貼一塊鋁板補起來。

擋板要鎖在這個鋁環零件內。

護環轉上去。

裝在尾座中。

用這裡的凸緣由內向外鎖鋁環,用了八隻 2.0 mm 的螺絲,因為邊緣不夠厚,所以 2.0 mm 的螺絲頭要車小一些。

螺絲頭要車成這個形狀。

螺絲最好不要夾,所以用這個工具幫忙,先把螺絲鎖在鋁柱中,這樣就可以夾了。

由四個大孔中鎖上原來的四隻 2.5 mm 螺絲,不太好鎖,因為很深,不太好對準裡面的螺絲孔。

用六隻 2.0 mm 的螺絲鎖上向哈克買的哈蘇接環,原來四隻 2.5 mm 的螺絲,截面積是 39.3 mm2,六隻 2.0 mm 的截面積是 37.7 mm2,也很接近了,強度應該夠。

側面。
雖然已經可以裝上機身,但是還沒有改完,先貼出來給大家參考參考。因為這樣其實光圈是全開的,還要做個 A/M 切換開關才行。做好了再貼出來。
這隻製作的非常好,變焦時焦點幾乎沒有飄移。

A/M 切換開關在側面,原來既定狀態是開光圈,想改成縮光圈。於是拆了尾巴,把圖中下方的銅片上螺絲拆掉,可以把後面的一個環取下。
取下後露出 A/M 切換開關的內部機構。

原本是由彈簧拉著保持開光圈,本來這個環如果取下的話,旁邊銑多一些可以改造為既定狀態縮光圈,但是彈簧底下有個零件就是拆不開,也想不透當初是怎樣裝的,只好作罷。

只好用老招,這種招數以前在一隻大移軸鏡上用過,請參考這裡。
以前是用推的方式,但此鏡評估結果,用拉的方式比較好,因為他的切換開關切換到開光圈時,在最大光圈時與縮兩級以後的位置稍有變化,如果用推的方式彈簧可能會走位等等的困擾,用拉的方式可以勾住不會脫位。先做了一個這個形狀的零件,中間有銅片運行。

另外一個角度,縫隙裡面可以看到定位鋼珠。定位鋼珠的孔要鑽穿,以便維修時可以將鋼珠取出。

在縫隙中運行的銅片,兩個凹孔就是定位凹孔,末端的小孔是勾彈簧用的。

先用雙面膠帶模擬裝上的狀態,銅片裝上,彈簧也裝上。原來的切換鈕上面要鎖一個小銅片勾住彈簧,彈簧要用硬一些的,長度還要剛好,有點難度。

外面鎖了一片蓋子,蓋子的縫隙要挖的非常精準,以便控制開光圈以及縮光圈的位置。圖中是開光圈位置,彈簧放鬆。

這是縮光圈位置,彈簧拉緊。

裝上手推的塑膠鈕,這樣比較好操作。

另外一截蓋子也裝上,為何要設計成兩截,因為這樣比較好裝配維修。這是開光圈狀態。

縮光圈狀態。
最後還要去做陽極染黑處理,不然鋁件可能磨沒多久就不行了。

陽極染黑後,銅片安裝時要先用一根大頭針或是很細的小起子,將鋼珠頂進去,把銅片卡入,再把蓋子鎖上,否則是很難裝的。

A/M 機構全貌。
| D.T. Tang 製作 |
本頁最後修改日期:
 | 巨眼之門首頁www.bigeye.url.tw/ |